
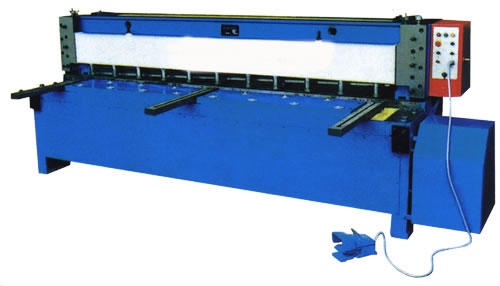
數控剪板機厚板加工的全過程曝光
該比例尺適用于各種黑色金屬和有色金屬的直邊料毛坯的切削及其它類似的沖裁。油壓壓力機拆去下承壓板、遮板及定位芯子,將0.10/1000方水平儀縱橫向放置于活塞端面上,找縱橫向水平至±1格,若超出±1格,可在下螺母底面加墊鐵再找正,擰緊地腳螺母,復核至合格為止。模鍛液壓機引進世界先進技術生產的系列產品。該熱模鍛壓立機在汽車、拖拉機、內燃機、船舶、航空、礦山機械、石油機械、五金工具等制造業中,用于進行成批大量的黑色和有色金屬的模鍛和精整鍛件,鍛造出的鍛件精度高,材料的利用率高,生產率高,易于實現自動化,對工人的操作技術要求低,噪聲和振動小等優點,因而在現代鍛壓生產中的應用日趨廣泛,是現代鍛造生產不可缺少的高精鍛設備。液壓壓力機主要是有機架、液壓系統、冷卻系統、加壓油缸、上模及下模,加壓油缸裝在機架上端,并與上模聯接,冷卻系統與上模、下模聯接。其特征在于機架下端裝有移動工作臺及與移動工作臺聯接的移動油缸,下模安放在移動工作臺的上面。
被剪切的質料最大寬度為2500毫米,碳鋼板厚度為3—10mm,不銹鋼板厚度為3—8mm,鋁板厚度為3—8mm。
材料為熱軋鋼板、不銹鋼板、鋁板等,材料外觀不允許有劃痕、變形、結疤、裂紋、混料、腐蝕等明顯缺陷。不得損壞鍍鋅材料的外觀。
操作流程
(1)分批下料:將接收材料轉移到機床側面,打開機床測試工具,調整機床的尺寸,檢查并定位切削材料,檢查下料、沖壓、彎曲、
(2)單件沖裁:揀選→轉移到機床→打開機床→試刀→劃線→切割→檢查→運輸→彎曲→檢查→運輸過程→簽收。
(3)匹配沖裁:將接收到的材料轉移到機床的一側,打開機床測試工具。
配置及工藝裝備、東西
數控剪板機(理論剪切板厚度可達13 mm,實際操作要求剪切板厚度為熱軋鋼板、鍍鋅鋼板等,不銹鋼板材、鋁板厚度可達6mm,以保證剪切精度的配置,消除產品的加工變形)。
工藝進程
(1)首先用鋼板尺量出刀口與擋料板兩端之間的距離(按工藝卡片的劃定),重復測量數次,然后先試剪一塊小料核對尺寸精確與否,如尺寸公差在劃定范疇內,即可舉行入料剪切,如不切合公差要求,應重新調解定位距離,直到切合劃定要求為止。然落伍行縱擋板調正,使縱與橫板或刀口成90°并緊牢。
(2)開車試剪進料時應過細板料各邊相互垂直。
(3)輔助人員應在加工過程中隨時檢查尺寸、毛刺和角度,并及時與操作人員討論。
(4)剪裁好的半成品或成品用暗號筆(白板筆)做好標識(標識要求見標識劃定),按差異規格劃一堆放,不行隨意亂放,以警備規格混料及受壓變形等。
(5)為淘汰刀片磨損,鋼板板面及臺面要連結干凈,數控剪板機床床面上嚴禁安排東西及其他質料。
(6)切割帶材的寬度不得超過20毫米,該切割帶材須采用帶材對齊工序,而使用該錘子時,須使用校準物件(橡膠、木材或鋁)錘以保護該等零件的外觀。
工藝規程
(1)根據生產批量采取合理的套裁要領,先下大料,后下小料,只管即便提高質料的利用率。
(2)如果零件彎曲或有顆粒要求,應根據紋理和滾動展覽的偏差切割EPE珍珠棉。
(3)剪切毛刺高度:控制在0.1mm以下,不易脫落;不戴手套,不傷手。
- 上一篇:數控剪板機行業需要改變發展思路 2019/10/24
- 下一篇:數控剪板機會壓力損失的原因 2019/10/23