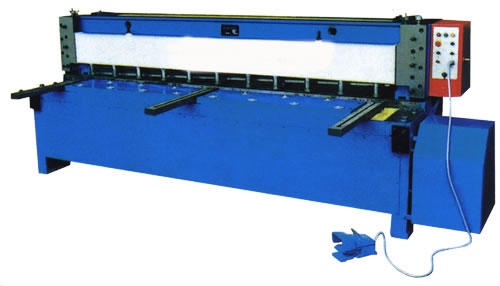
數控剪板機的主要結構主要包括框架,上工具架,左右缸裝置,加壓裝置,葉片間隙調節裝置和電氣系統。液壓折彎機包括支架、工作臺和夾緊板,工作臺置于支架上,工作臺由底座和壓板構成,底座通過鉸鏈與夾緊板相連,底座由座殼、線圈和蓋板組成,線圈置于座殼的凹陷內,凹陷頂部覆有蓋板。 使用時由導線對線圈通電,通電后對壓板產生引力,從而實現對壓板和底座之間薄板的夾持。由于采用了電磁力夾持,使得壓板可以做成多種工件要求,而且可對有側壁的工件進行加工。油壓壓力機拆去下承壓板、遮板及定位芯子,將0.10/1000方水平儀縱橫向放置于活塞端面上,找縱橫向水平至±1格,若超出±1格,可在下螺母底面加墊鐵再找正,擰緊地腳螺母,復核至合格為止。模鍛液壓機引進世界先進技術生產的系列產品。該熱模鍛壓立機在汽車、拖拉機、內燃機、船舶、航空、礦山機械、石油機械、五金工具等制造業中,用于進行成批大量的黑色和有色金屬的模鍛和精整鍛件,鍛造出的鍛件精度高,材料的利用率高,生產率高,易于實現自動化,對工人的操作技術要求低,噪聲和振動小等優點,因而在現代鍛壓生產中的應用日趨廣泛,是現代鍛造生產不可缺少的高精鍛設備。
1。機架:機架采用鋼板焊接而成。具有良好的剛性和穩定性。它由左右立柱、壓板工作臺、油箱體等組成,是機床的主要部件。兩個氣缸固定在左右立柱與外壓盤連接處的支撐上。
數控剪板機上刀架:三角形框架板焊接結構,配有導軌板、葉片和后齒輪裝置,由大、小缸驅動,回缸完成剪切。
第三,左右氣缸裝置:由兩個活塞氣缸和密封件組成。它是直接驅動上部刀架進行工作的執行器。
四、液壓系統:由主電機、油泵、閥塊、油箱、管路組成,是機床的動力部分。
五、壓緊裝置:在將安裝在框架前的外壓板上的多個壓缸的壓力油進給后,壓頭克服拉簧的拉力后對片材進行加壓,并在切割完成后,通過拉簧的張力將板材復位,壓緊力的大小隨著被切割的板材厚度而增大。
6。葉片間隙調整裝置:由偏心輪、RV電機等組成,根據剪切片的厚度和材料,對葉片間隙進行相應的調整。數控剪刃間隙推薦值為板厚的5-8。
7.數控剪板機電氣系統:由安裝在左柱上的電箱和壓板上的控制箱組成。用于剪板機床的操作和控制。
(1)使用數控系統的硬件報警功能:報警指示器可以判斷故障。 數控系統的硬件電路板上有很多報警指示器,可以粗略地確定故障的位置。
(2)充分利用數控系統的軟件報警功能:數控系統都具有自診斷功能。在系統工作期間,能用自診斷程序對系統進行快速診斷。一旦檢測到故障,立即將故障以報警方式顯示在形式屏上或點亮各報警燈,維修時可根據報警內容提示來查找機床的故障所在。
(3)發生故障時應及時核對數控系統參數:系統參數變化會直接影響到機床的性能,甚至使機床發生故障,整臺機床不能工作。而外界的干擾有可能引起存儲器內個別參數的變化,聽以當機床發生了一些莫名其妙的故障時,可對數控系統的參數進行核對。
(4)備件更換法:當對機床故障進行分析發現可能是電路板偶故障時,就可用備件板進行更換,則可迅速確定故障電路板。但用此方法時需注意到下述兩點:①要注意電路板上各可調開關的位置,在換板時應注意使被交換的兩塊電路板的設定狀態要完全一致,否則將使系統處于不穩定或不是最佳狀態,甚至出現報警。②更換某些電路板(如折彎機)之后,需對機床的參數和程序進行重新設定或輸入等。
|






